

19年专注于特定加工服务的生产商
电话:0086-0411-87517611


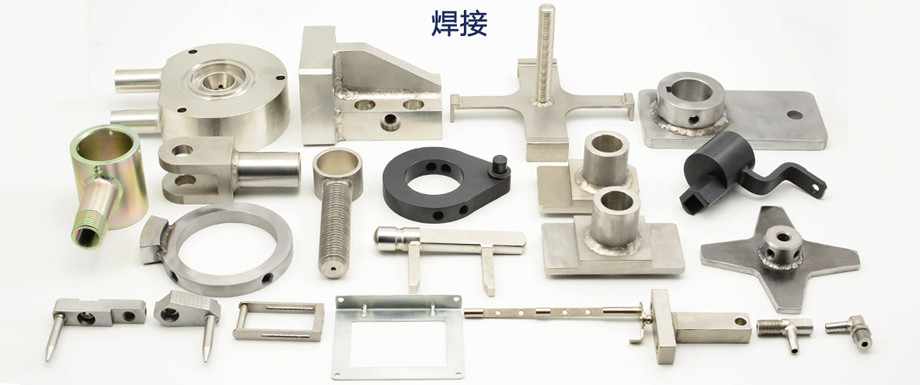
焊接加工品
| 焊接材料: | 材料分类 具体牌号 |
| 炭素鋼 | S25C,S35C,S45C s50c s55c鉄SS400 |
| 白钢 | SUS201 304,316,303,及SUS440C等 |
| 铝合金 | 5052,5056,6061,6063,6082,7075,7071,2017,2014等 |
| 铜及铜合金 | T1,T2,H59,H62 C3604,BC6,CU等 |
| 模具钢 | SKD13,SKD61,SKS,SCM等 |
| 焊接设备: | 设备类别 具体应用范围 |
| 氩弧焊机 | 普遍应用于大中小型零部件,钣金机箱 ,薄板类焊接。变形小、焊接美观。 |
| 二氧气体保护焊机 | 普遍应用于大中小型零部件焊接,大幅度提高焊接效率 |
| 冷焊机 | 用于精密微小零部件超差修复 |
| 激光焊机 | 用于微、小型零部件的精密焊接 |
| 电阻焊机 | 钣金机箱、薄板类零部件点焊大批量加工 |
| 焊接质量检测: | 焊肉缺陷具体说明 |
| 假焊 | 系指未熔合、未连接焊缝中断等焊接缺陷(不能保证工艺要求的焊缝长度) |
| 气孔 | 空气孔是焊接肉表面形成的小洞 |
| 裂纹 | 焊缝中出现开裂现象 |
| 夹渣 | 固体封入物 |
| 咬边 | 焊缝与母材之间的过度太剧烈 |
| 烧穿 | 母材被烧透 |
| 飞溅 | 金属液滴飞出 粘附在有功能和外观要求的区域 |
| 过高的焊缝凸起 | 焊缝太大 H值不允许超过3mm |
| 位置偏离 | 焊缝位置不准 |
| 配合不良 | 板材对接间隙太大 |
| 工程要素: |
| 1.焊接材料必须符合设计要求和有关标准的规定,应检查质量证明书以及其他相关资料。 |
| 2.焊工必须经考核合格 检查焊工相应施焊条件及考核日期。 |
| 3.I II 级焊缝必须经探伤检验 并且符合设计要求和施工及验收规范的规定,检验焊缝探伤报告。 |
| 4.整体焊缝外观焊缝外形均匀 焊缝与焊肉整体过度平滑,焊渣合飞溅物清除干净 |
| 5.I II 级焊缝不得存在未焊满 咬边跟不收缩等不良 表面不得有气孔 裂纹 电弧划伤。 |
| 6.高强度部品根据规定,进行拉伸实验,压力实验测试,疲劳实验测试 符合所有要求后,发行检查报告 |
找到477个产品






























