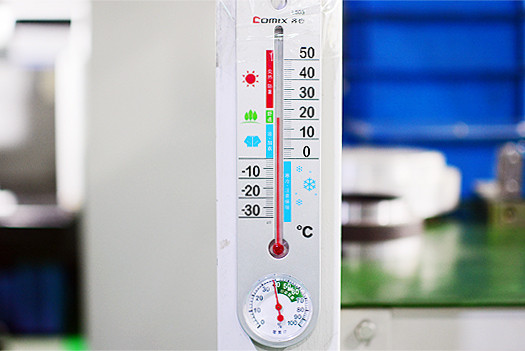
弊社的检查室,温度控制在18-22度之间。
为了确保检查的准确性,部品在检查之前,先在恒温检查室放置四个小时以上才可以进行检测。


在检查之前,必须把部品清理干净再检查。(为了保证制品精度测量准确。)
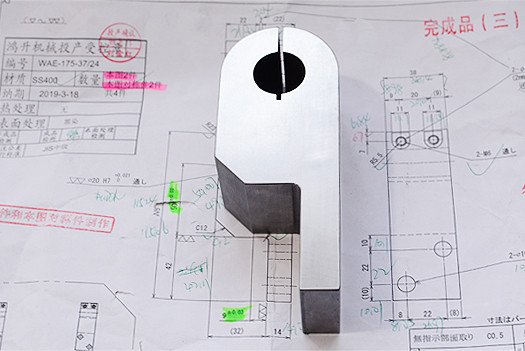
首先,确认待检部品是否和图纸一致.然后确定图纸使用的是三角法还是一角法再进行检测。
确认接受检查的制品的材质是否和图纸一致。(不锈钢用磁铁检查,确认是否有磁力。)
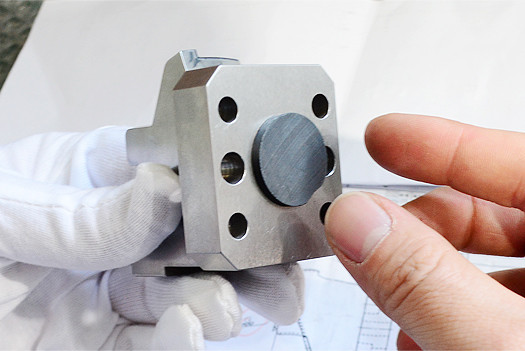
确认外观。
确认表面是否有毛刺、划伤、碰伤以及倒角是否均匀
确认数量是否和图纸一致。
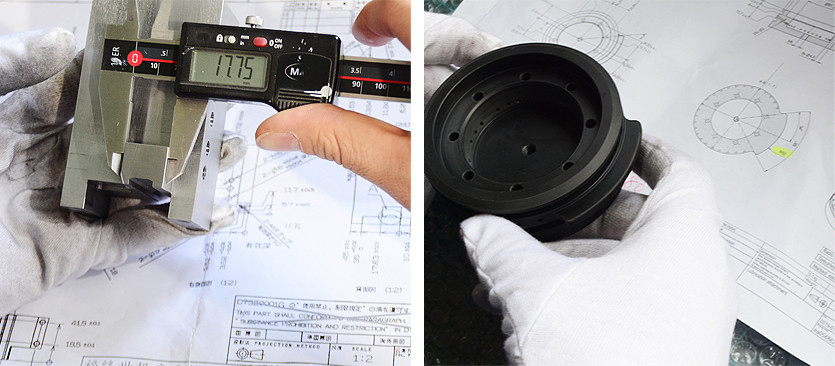
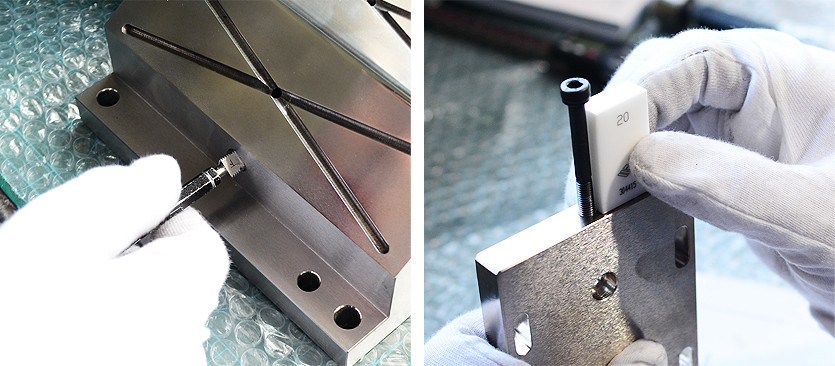
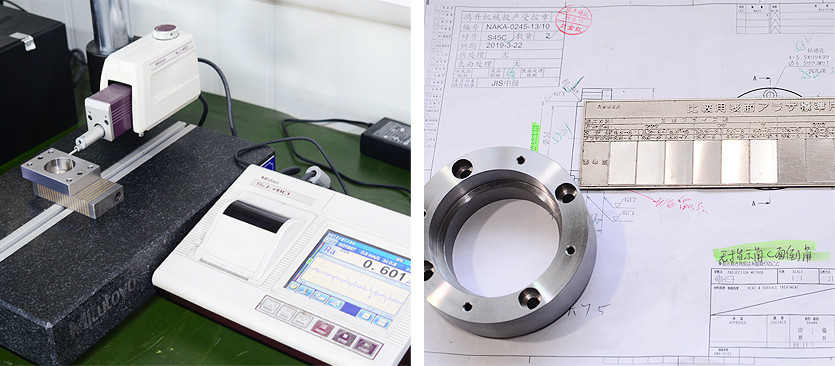
在检查之前先校正检查工具, 没有问题的话再进行使用。

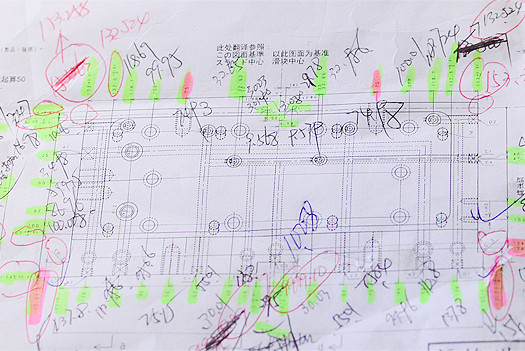
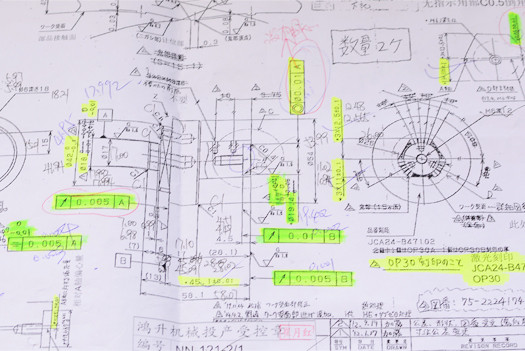
鸿升的检测原则,除了大批量部品征求客户意见进行抽检外,其他的部品都必须对图纸上的所有零部件每个尺寸一 一对应检查,检测结果写在图面上。如果检测项目出现不良状态时用红色笔标记不良内容在图纸上。并在不良检测记录单进行标注和数据记载说明。
螺纹的检测:先观察螺纹是否有缺陷,没有缺陷的话,使用通止规进行螺纹的检测。然后进行螺纹的深度和直角度的检查。并注意螺纹是细牙还是粗牙,是直螺纹还是锥螺纹。检查直角度的时候必须用块规和直角定规检查。
确认在图纸上所有被记载的倒角。确认图纸要求的注意事项、倒角、C角、R角。
表面粗糙度的检查。图纸上记载的粗糙度和测定量规进行比较。对图纸上没有要求但判定是重要的面进行测定。

使用硬度计进行硬度检测的时候选择无公差的表面进行测量,图纸上标有硬度要求的数值要和实际值比较是否合格。
检查注意事项:图纸上被记载的同心度、真圆度、直角度、平面度、对称度等等,必须检查,对所有尺寸都一对一进行检测和记录。
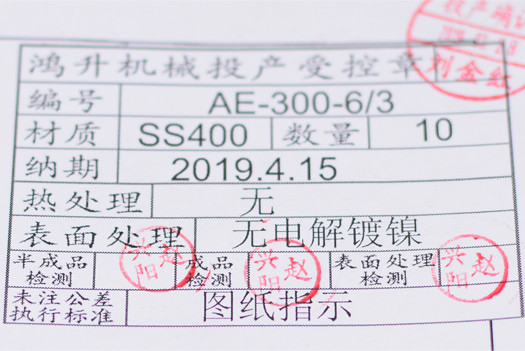
检查完了的图纸,规定要在半成品检测、成品检测和表面处理检测上面盖上检查员的印章。
表面处理之前,要确认检测尺寸是否预留了表面处理的量,要注意产品运输过程的包装,包装之后在表面必须要写上产品的表面处理项目。把检查合格的制品装进待表面处理的箱子、把图纸放进存放待表面处理部品图纸的文件夹里。

表面处理之后、要进行公差孔的二次检测和表面的外观检测,观察丝孔是否有锈迹。确认没有问题的话把图纸和制品放进盒子里、确认部品番号,没有问题的话,转至包装并附上检测报告。
把制品转至包装前、确认盒子上的编号和制品是否一致。不一致的时候,将正确的编号写在盒子外面,转至包装并附上检测报告。